Cовременная программа с наглядным и понятным интерфейсом, реализующая мощный алгоритм автоматического формирования оптимальных карт раскроя прямоугольных заготовок на плитах заданного размера с выводом всей необходимой статистической информации — площадь и размеры заготовок, количество и длина резов, коэффициент использования материала, количество и размеры полезных обрезков. Благодаря широкому набору настроек Базис-Раскрой является лучшим выбором для решения задачи площадного раскроя.
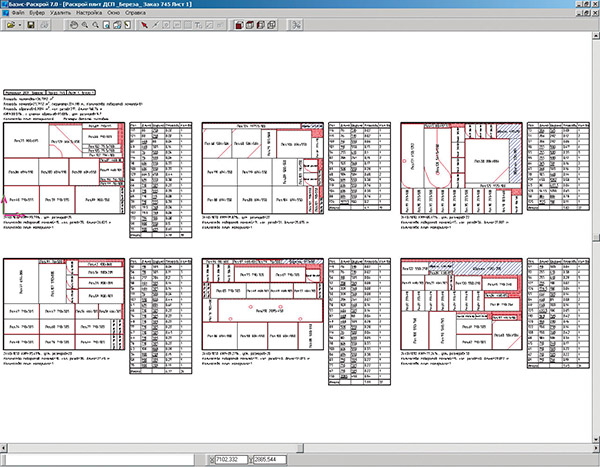
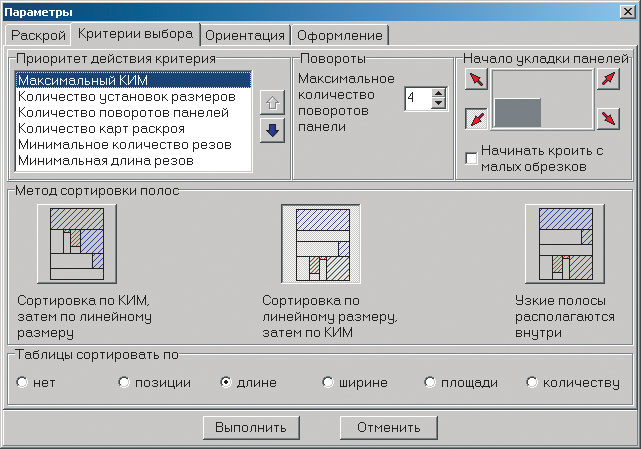
Для плитных материалов всегда выполняется «гильотинный» раскрой — формируются прямые сквозные резы. В процессе раскроя перебирается большое количество вариантов карт раскроя плиты, из которых автоматически выбирается лучшая в соответствии с шестью критериями оптимизации, приоритет действия которых задает пользователь:
Возможность переназначения приоритетов критериев оптимизации позволяет наилучшим образом совместить минимизацию отходов материалов с технологичностью карт раскроя для конкретного производства.
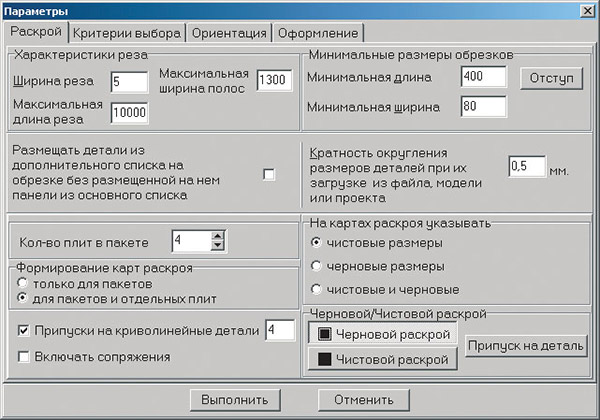
Модуль Базис-Раскрой позволяет реализовать технологию предварительного раскроя материалов с последующим чистовым фрезерованием и одновременной облицовкой кромок.
При выборе данного режима раскроя задаются величины припуска на любую сторону заготовки, а также указывается, какие размеры выводить на картах раскроя черновые, чистовые или и те, и другие.
Для криволинейных элементов панелей реализован дополнительный режим автоматического учета заданных припусков со стороны выступающих криволинейных частей контура для последующей обработки.
Для повышения эффективности работы всех участков предприятия в модуле Базис-Раскрой предусмотрена опция автоматического подбора оптимального размера партии изделий. Она подключается в том случае, когда количество изделий в заказе достаточно большое, и позволяет разбить общее количество изделий на такие партии, карты раскроя которых будут наилучшими с точки зрения установленного приоритета действия критериев.
База полезных обрезков материалов формируется автоматически, в соответствии с заданными параметрами отбора, и может быть использована в последующих раскроях. Для того, что бы информация в базе соответствовала реально имеющимся в наличии обрезкам, в модуле Базис-Раскрой предусмотрены специальные возможнос-ти для ее корректировки. При раскрое каждого материала первоначально проверяется наличие и возможность использования соответствующих обрезков, и только потом производится раскрой целых плит.
Для эффективного использования обрезков и минимизации их количества на складе в модуле Базис-Раскрой используются два списка панелей. В основном списке присутствуют те детали, которые необходимо раскроить для текущего заказа. В дополнительный список можно занести детали из следующего заказа или же часто востребованные в конкретном производстве. Детали из дополнительного списка раскраиваются на получившихся обрезках после раскроя деталей из основного списка.
Раскроенные детали из дополнительного списка сохраняются в специальной базе временного хранения. При раскрое очередного заказа, программа автоматически проверяет наличие деталей на складе, и в случае успешного поиска, не включает их в раскрой.
В модуль встроен постпроцессор перевода сформированных карт раскроя в управляющую программу для пильного центра, что позволяет использовать модуль Базис-Раскрой вместо оптимизатора пильного центра.
При формировании управляющей программы для ЧПУ, для получения корректных карт раскроя, предусмотрена настройка ряда параметров, учитывающих технологические особенности и ограничения пильного центра.
На форматно-раскроечном станке количество поворотов полосы не ограничено, поскольку повороты осуществляет человек. На пильных центрах количество поворотов полос ограничено системой управления. Как правило, это значение равно 4-5.
Пильный центр может кроить как отдельные плиты, так и пакеты плит. Для этого случая реализовано два алгоритма формирования карт раскроя: кроить только пакеты или кроить пакеты и отдельные плиты.
В первом случае, если количество деталей в задании не кратно заданному количеству плит в пакете оно увеличивается до кратного. Лишние заготовки помещаются на временный склад хранения заготовок и автоматически используются при последующих раскроях.
Во втором случае сначала формируются карты раскроя для пакетов, а для плит, количество которых не кратно количеству плит в пакете формируются отдельные карты, для последующего раскроя на форматно-раскроечных станках.
Реализована сортировка деталей на плите по различным алгоритмам. Это позволяет размещать все узкие и длинные детали в середине плиты, что исключает режим образования «саблевидных» заготовок.
